
Prototype to Fabrication
Instructor: Sarah Krasley
10/8/15
Sam Wurzel
“Is this component RoHS compliant?”
Founder and CEO of Octopart. Octopart is a search engine for electronics. Key features are the ability to discern between easy to obtain and hard to obtain parts as well as parts for prototyping versus manufacture. Sam gave a very comprehensive overview of the process of making circuit boards and who the major players are in the industry currently. Even though I my prototype does not have electronics I found his expertise very valuable for a project I am doing for another class. Particularly the flexible circuitry leads and the ink jet printer for conductive ink.
That said, holy crap are electronics nasty and environmentally toxic! There has to be a way to do it so that you can recycle all of the product parts. Hopefully consumers are savvy enough to demand greener (haha it’s already green colored) electronic products in the near future. By the way I found a satisfactory answer to the question of why green from an electronics forum:
“If you’re referring to the physical green color of the board, it indicates it is made of glass-epoxy which is naturally greenish in color. Bakelite pcb is brown and is difficult to work with in regards to cutting, or sawing it to size. Glass-epoxy boards on the other hand are easy to work with and don’t break or splinter.
If you’re referring to the track-coating or film, it can be either black, green, or red.
It is just the color of the photosensitive film and can be basically any color. But is usually left green, black or red.”
CAD for Circuits:
-Circuit Maker
-Eagle
-Upverter
-Altium Designer
-KiCad
Sources for electronic parts:
-DigiKey
-Seeed
-DF Robot
-Spark Fun
-Mouser
-Adafruit
-Avnet
-Arrow
-World Peace Group
-Electrocomponent
Scaling Manufacturing
-Component purchasing
-BOM costing
-Negotiating pricing
-Finding a factory
-Consignment vs. turnkey
-Regulatory compliance
Small volume = USA
Large volume = Asia
Many large manufacturers are looking to possibly invest in startups to shore up their razor thin profit margins.
10/1/15
Dr. Siavash (Sia) Mahdavi
“Software is the new designer”
Fantastic speaker. Very knowledgeable about all aspects of 3D printing, and design; specifically for 3D printing. Loved the examples of the hip implant and the running shoe sole.
Why to use additive manufacturing:
– Logistics, manufacture on demand, manufacture with less material, etc.
-Customization ,custom fit, personalization, one-offs, one of a kinds, etc.
-Design Complexity, inner volumes, tiny parts, undercuts, textures, etc.
Technologies:
DLS – direct laser sintering
FDM – fused deposition modelling
SLS – selective laser sintering
SLP – selective laser printing
SLA – stereolithography
“Optimization requires a fitness function.”
The most impressive part of Sia’s presentation was the revelation that the bleeding edge of design is being created not by human being but by computer software. Specifically tools like “Autodesk Within” are optimizing for material usage, form, and performance in new and exciting ways. Not surprisingly, many of these software optimized forms are very organic looking. Much like organic life, software driven optimization utilizes processes similar to evolution by natural selection.
Must check out “On Growth and Form” by D’Arcy Thompson.
Review of subtractive technologies for fabrication.
Terms:
CNC – computer numeric control
CAD – computer aided design
CAM – computer aided machining
CNC machines produce fantastic results, especially in metals. However there is significant wastage and the machines themselves are very expensive. The macbook pro unibody is one of my favorite examples of this technology in a consumer product.
Tips:
-Preshape the stock material
-Use off the shelf parts
-Pick materials that are easy to machine
-Try to do as many operations as possible in one machine
9/30/15
After putting in a lot more work over the weekend I have made some progress on the CAD model.
The top of the table will be finished in a bamboo composite. The elbow supports will either be upholstered memory foam or molded anti-fatigue gel.
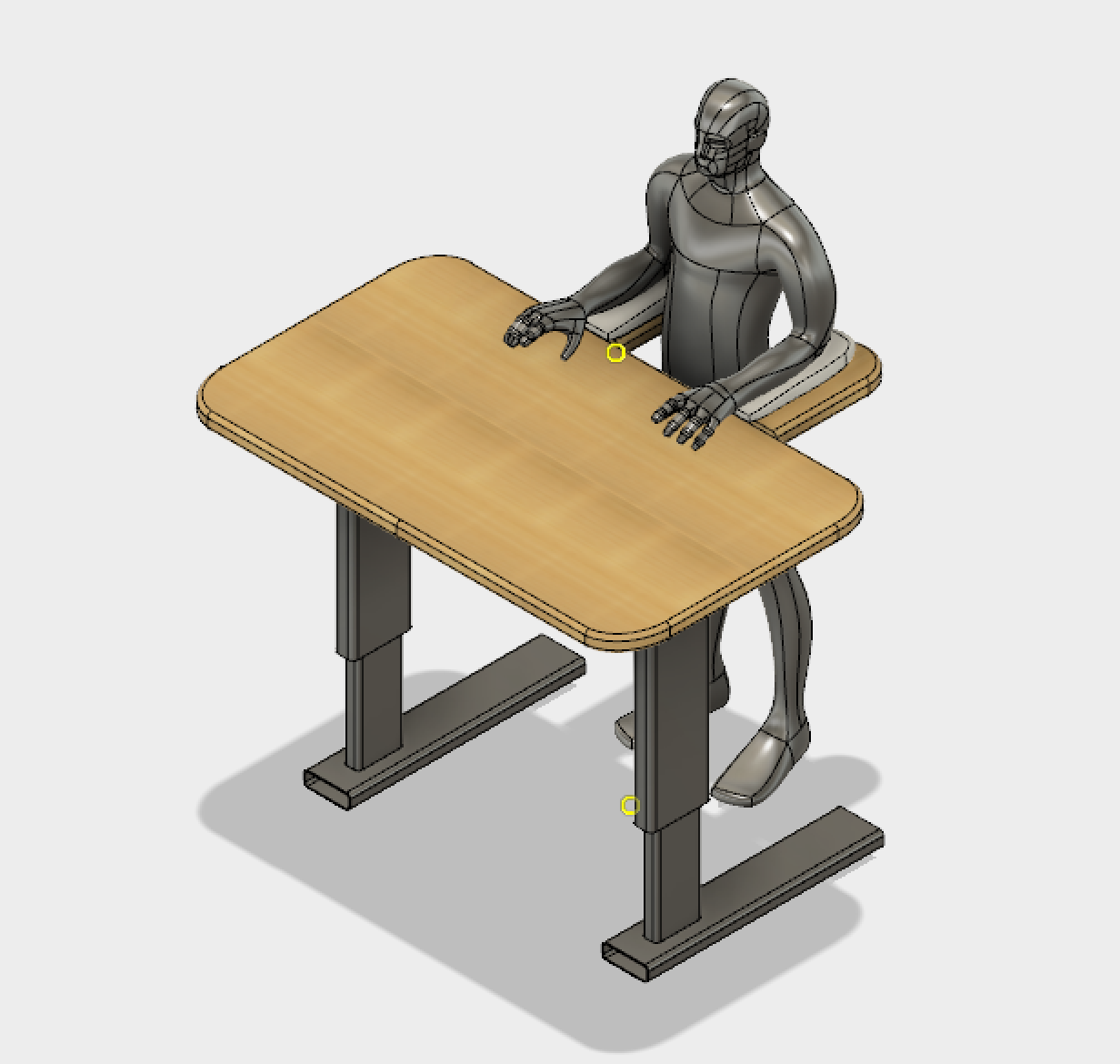
The essential point of the design is to relieve the muscles of the neck, shoulder, back and especially the trapezius. These muscle groups are subjected to chronic fatigue and stress from the use of conventional desks. Also the forearms and elbows are relieved from the discomfort of pressure points from being rested on the edge of conventional desks.
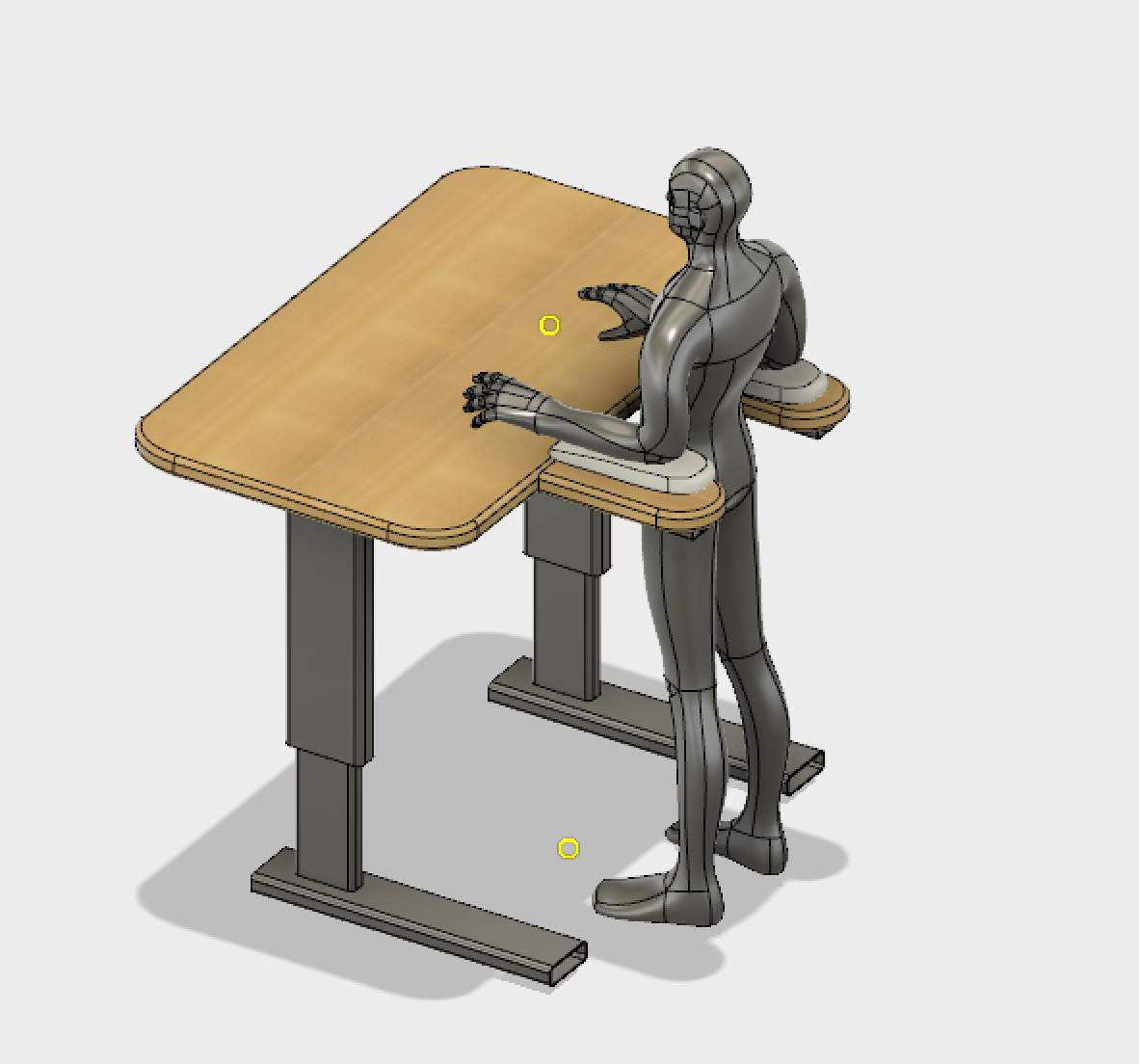
The desk rests on solid foundation of tubular steel. The use of adjustable rubber feet ensure that the desk is level and stable. The legs conceal a geared mechanism to raise and lower the desk top. The armrests are also adjustable, they slide along two guide rails and can be clamped in place.
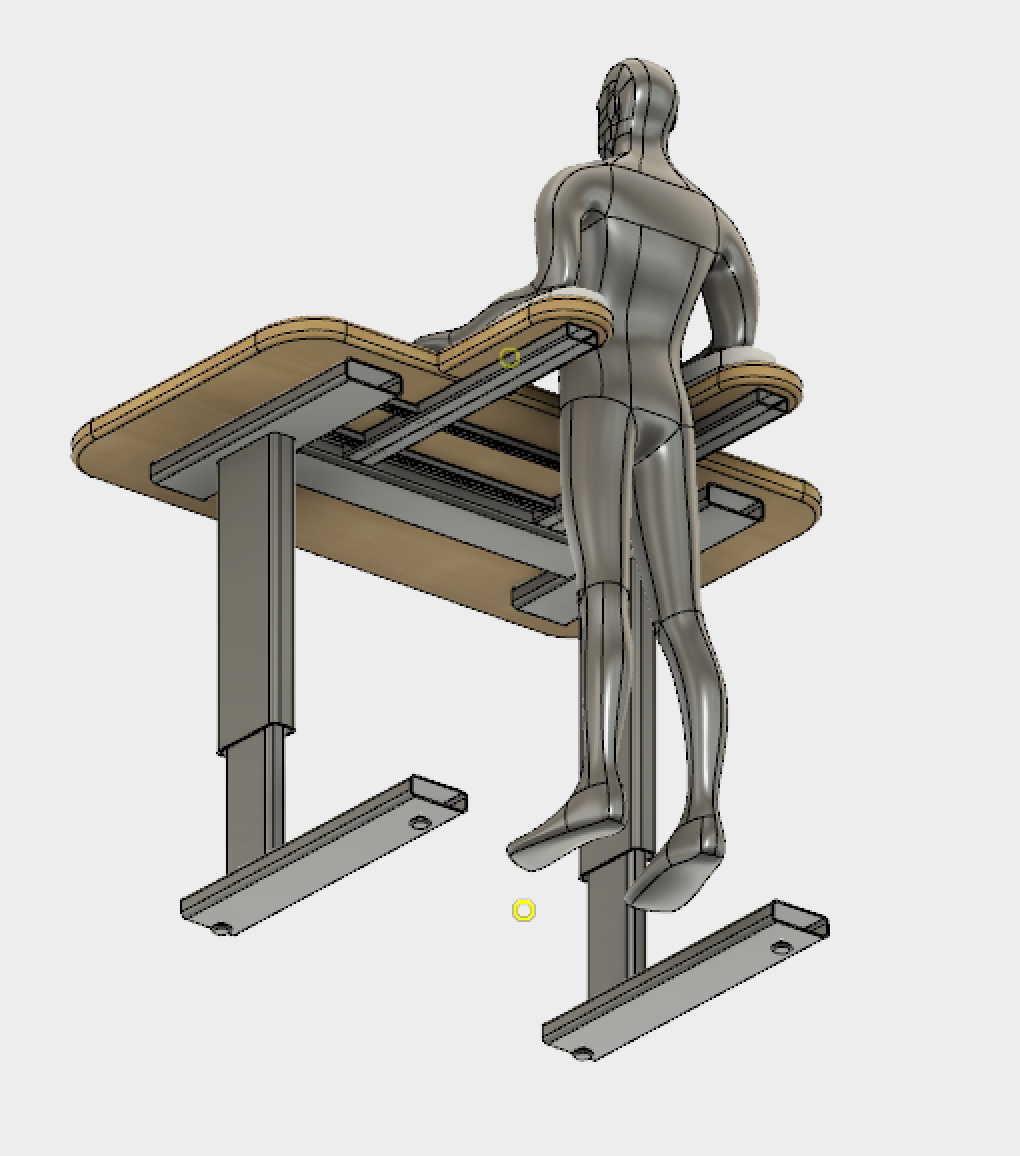
I still add fasteners and mechanics for the adjustable parts. I am hoping that once I have the latest file added to the RFQ I can get some advice as to how to optimize the design for manufacture.
9/25/15
Dorian Ferlauto
Dorian Ferlauto had a wealth of information to share. The company that she works for; Britehub is all about connecting buyers with suppliers and smoothing over the communication/transactions between the two. Smoothing out friction was a recurring theme. Apparently there can be a gulf of understanding between designers and manufacturers.
Ahhhhh the cautionary tales. Quirky and Wink; a sad tale of how a single mistake can sink an entire organization. For a complex product all it takes is a single part to fail for the entire product to be not only a failure but a liability.
IP theft was something that came up and Dorian explained that in the early phases of a product it is uncommon for manufacturers to steal IP. It makes sense that they would not take a risk on an unproven product. Hence the prevalence of fake apple stores in China or the commonality of designer hand bag knock offs.
We were encouraged to start the conversation with manufacturers ASAP. Even if the design was not finalized. Also, Dorian emphasized the importance of transparency considering that we are not actually ready to have our products manufactured en masse. So although my project is still in a very rough CAD phase I have already created an RFQ. I will revise/update/redo my RFQ as soon as I have a better CAD file to upload.
Having worked further with Fusion 360 I am a bit frustrated with the software. There seems to be a fairly restrictive workflow that must be followed to successfully generate a usable model. Also, selection between object wholes, and components is confusing. I was able to successfully import a human mesh to illustrate how the standing desk works. FYI for other students wanting to use this feature; mesh import only works with quad topology.
Rough CAD geometry (still needs a lot of work).

9/24/15
Fellow students there are two OBJ meshes that will import into Fusion 360 (used a base humanoid mesh and corrected all non-quad topology) on my server. Feel free to use them in your Fusion 360 projects (import in sculpt mode and convert).
9/21/15
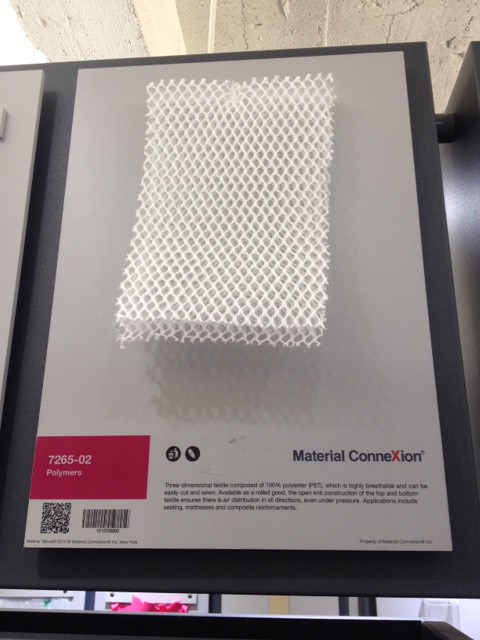
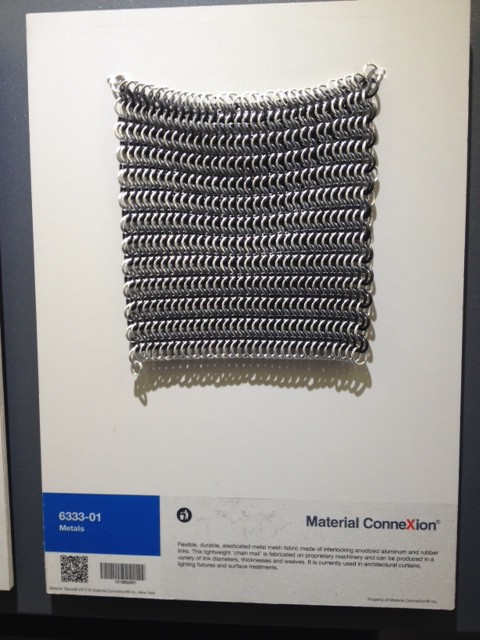
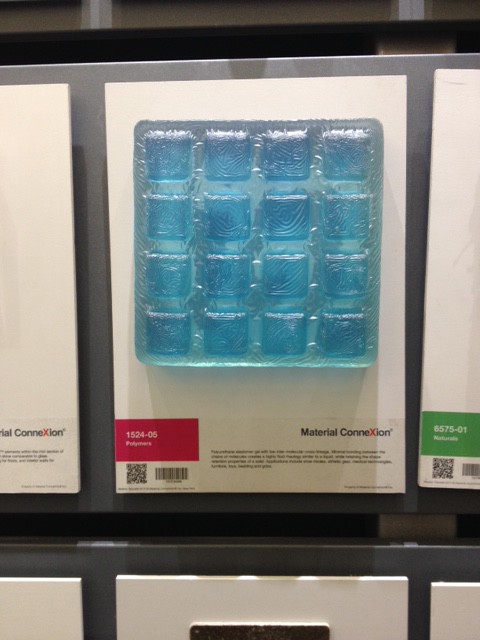
The visit to Material ConneXion was fantastic. Having access to a library of material samples that you can literally get a feel for is a great way to get inspired. I could have spent all day there, and read every single description. I was most intrigued by the materials that surprised me with their visual, tactile, or performance properties.
This material was surprisingly lightweight and springy. It uses PET strands to create cushion and volume. This would be a great material for a camping backpack.
LEDs built into a flexible substrate that can be cut to fit.
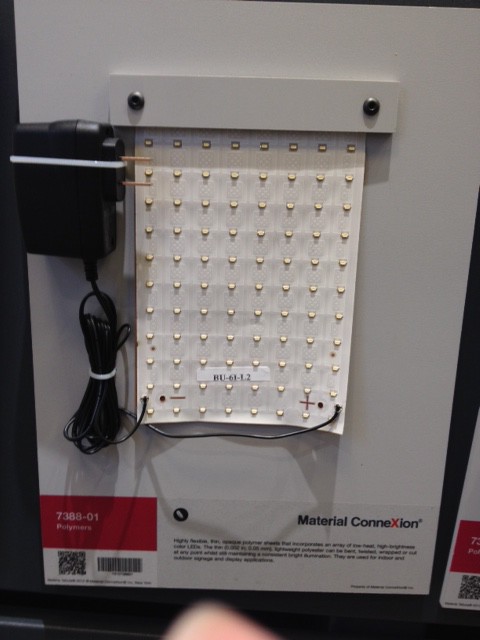
LED and wiring sandwiched into impossibly thin flexible mylar sheets.

Lightweight aluminum chainmail.
Jelly-like material that would make a very soft seat or a cradle for an injured limb.
So many more to materials than I have time to blog about!
9/17/15
Optimizing for palletization and shipping. The Ikea mode of flat packing.
“How do we decide on Materials”
Use cases as a means to hone in on the correct choice.
Minimize part count, subtractive versus additive, minimize secondary processes, calculate assembly index of efficiency, find materials that inspire you, explore the feasibility of using them.
Don makes a very good point about bottlenecks in manufacturing; that the turnover is limited by the time it takes to complete the slowest part of the assembly or production process. Something to think about when deciding on whether or not to use off the shelf parts or whether to use multiple factories to create the finished product.
Improvements should be made over time as manufacturing reveals ways to inspire, or reveals problems to be solved.
BOM: Bill of materials. There is no universal template for a BOM and different factories or suppliers will have variations in the format they prefer. In general organize by importance/size and do not get hung up on part numbers.
Plastic injection molding. 8-10 grand for tooling. Your object must have uniform wall thickness. You must be aware of shrink rates. The process is optimized by specialists at the factory. The heat distribution of the material entering the mold is crucial to a quality output. Flashing, cold lap lines, puckers, voids, etc. are all problems that may arise from poorly planned/executed injection molding.
Plastic is fantastic. Except that it’s made out of fossil fuels and chokes adorable ocean critters to death. One thing that I should have mentioned in class is a novel solution to the problem of plastic non-decomposition. Daniel Burd, a high school student at the time, isolated a strain of microbes that effectively digests some plastics. (http://www.mnn.com/green-tech/research-innovations/blogs/boy-discovers-microbe-that-eats-plastic) Other researchers have found other bacteria and fungi that do the same to other types of polymers and resins. These may offer a natural solution to the high volume of plastic waste that currently afflicts large areas of the natural environment.
There are a wealth of resources available to designers and inventors today that were not available in the recent past. The rise of the internet has increased communication between manufacturers and designers in new and exciting ways.
My Fusion 360 model is not yet ready for a bill of materials.
9/16/15
Stereolithography
Stereolithography is fantastic. I have been following developments in the technology since the late nineties. The process of using UV light to create objects additively from photoreactive resins was patented and named by Chuck Hull back in 1986. He later founded 3D Systems to capitalize on the new technology. The process involves special formulations of plastic resin that hardens on exposure to ultraviolet light. A highly accurate UV laser is used to selectively harden layers of the resin on a moving build platform. Depending on the specific device and resin formulation additional steps may need to be taken to cure the resin. Also, excess material used to reinforce the structural integrity of the object during printing must be removed. Stereolithography is incredibly flexible and offers immediate, high quality results for one offs and rapid prototypes.
One of the companies that that currently produces SL 3D printers is Formlabs, a company that launched it’s product successfully on kickstarter (with some delays and legal brouhaha) to become the first affordable tabletop SL 3D printer. “Print the Legend” is a very good recent documentary about formlabs and their competitors. Current price for their device is $2799.

Materialise is a Belgian company that currently offers SL build services for single-piece prints as large as 2100 x 700 x 800mm. If you want to go big Materialise is currently the world’s largest 3D printer. They do not list the price of the device on their website. Probably VERY high.

SL printers have some negative environmental impact. The UV lasers do consume considerable amounts of electricity, and the support structures are wasted. The resins are, by and large, not biodegradable, and they are not easily recycled either. Labor reduction is significant.
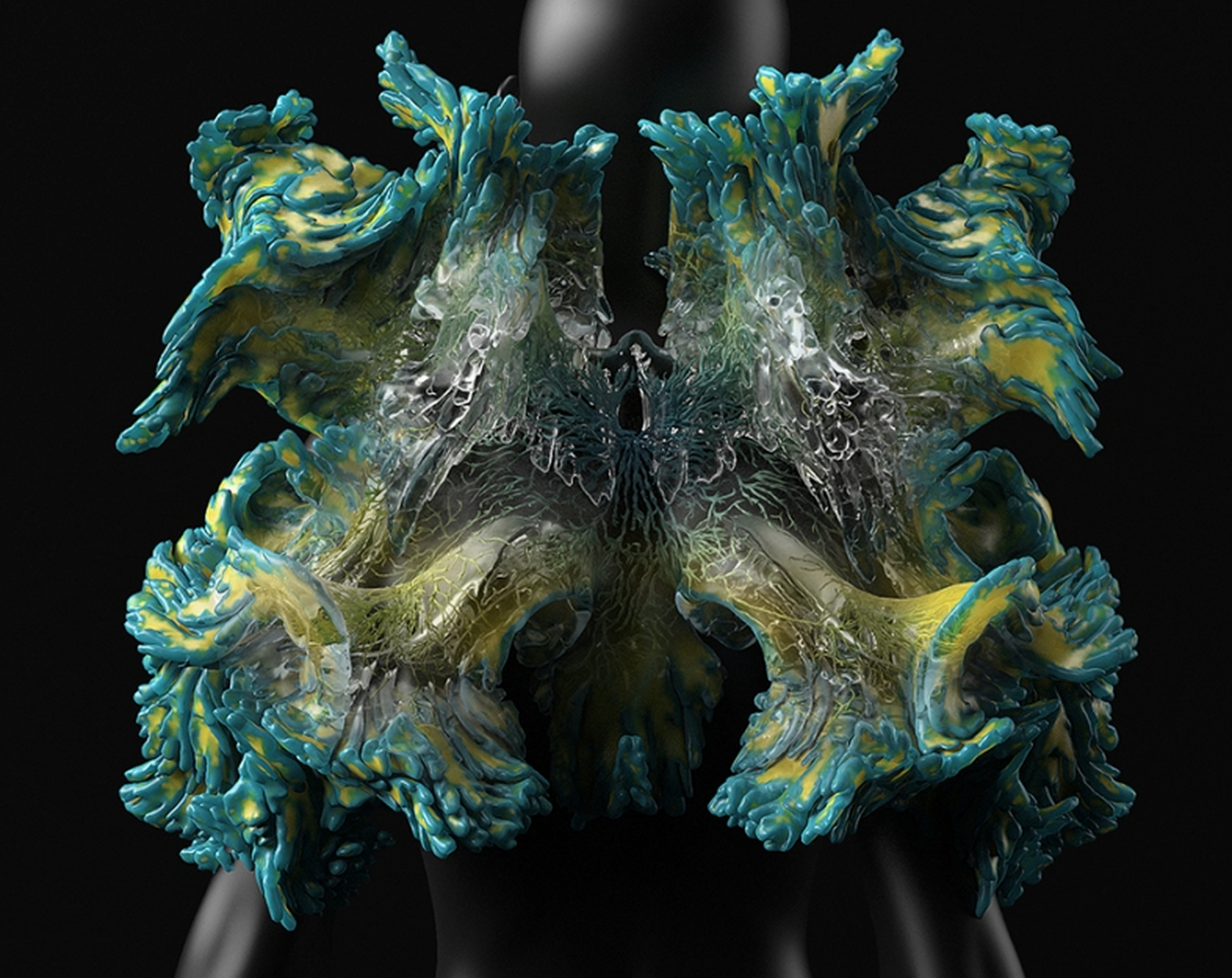
Bonus picture,”Otaared” by Neri Oxman, SL print.
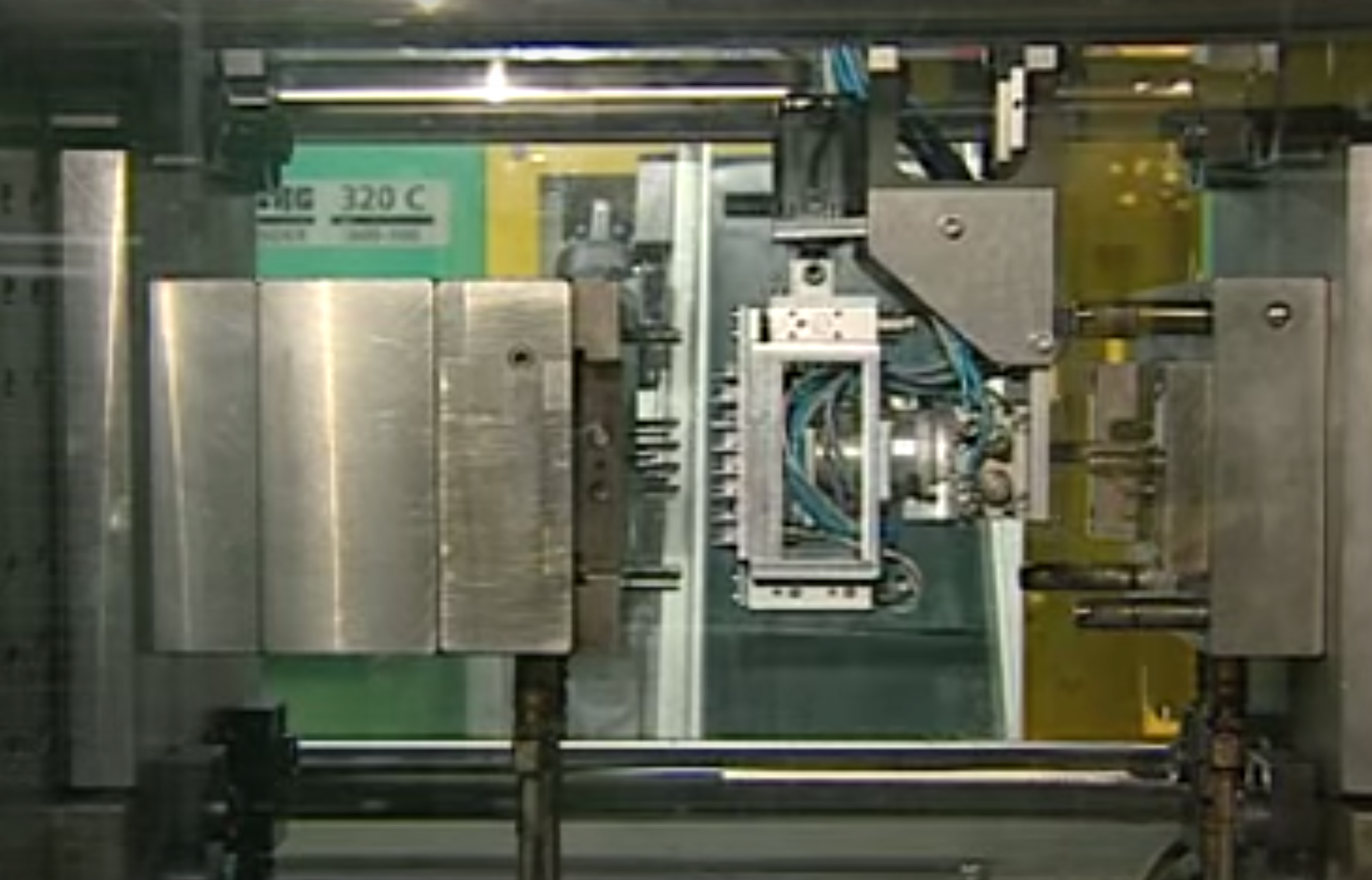
MIM Metal Injection Molding
Very close to lost wax casting but with a twist. A mixture of metal powder and a binder (wax, plastics) are injected into a mold. The object is removed from the mold and heated until the binder burns out and the metal fuses; a process which causes the object to shrink in size. Very cost effective for small parts at runs above the 10,000. High initial investment due to tooling costs.
OBE is a German company that makes specialty parts using MIM technology. Machine price unavailable. The picture below is of the injection process in action.
Engel is an Austrian company that makes injection molding machines for a variety of materials including metal. Their machines are priced on request.

Unlike lost wax casting, MIM produces very little waste. However environmental concerns include the materials used to make the machinery, the electrical use of the machinery, and the energy needed to heat the resulting parts.
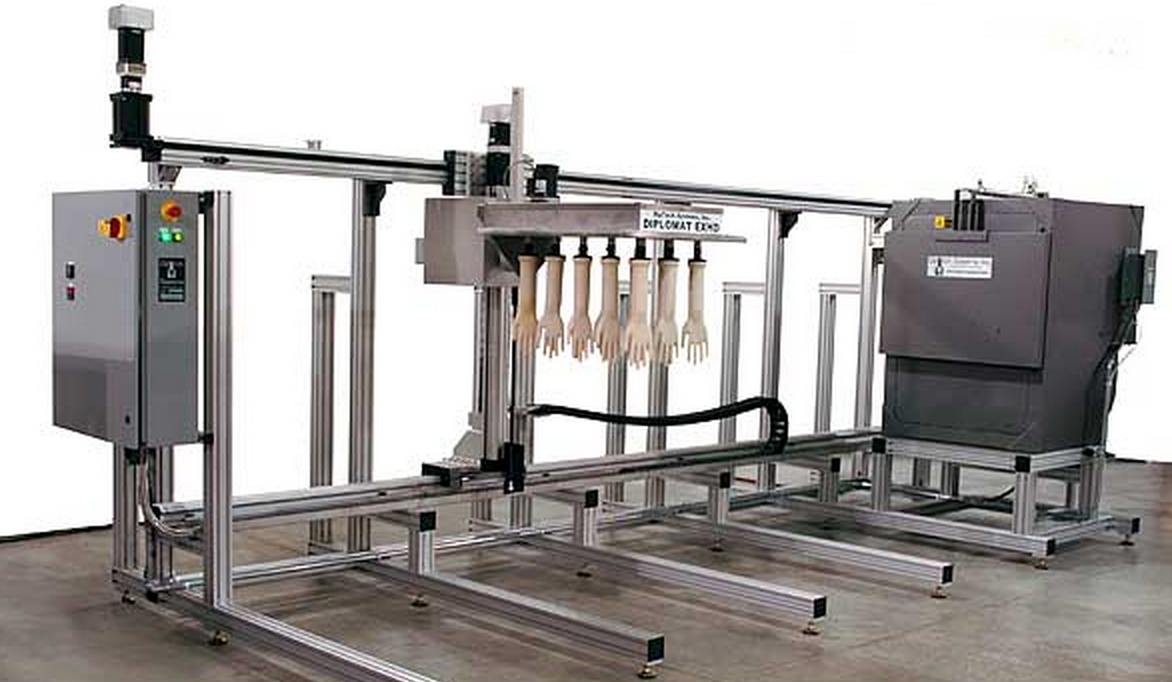
Dip Molding
Dip molding is a very simple manufacturing process used to produce balloons, latex gloves, rubber nipples and other pliable goods. A form made of ceramic or metal is dipped in a vat of heated polymer. Once cooled the finished shape is simply peeled off. Some limitations regarding shape and material. One of my favorite things is a pair of super heavy duty black electrician gloves that are made of dip molded rubber.
Dip Tech Systems in Ohio has a number of machines for any number of production runs. Price on request.
Litzler of Ohio also has a number of solutions for dip molding various goods. Price on request.
Environmental concerns are largely electrical consumption for heating vats of polymer, and running the machinery. Luckily some polymers are compostable.
9/10/15
Costs. Costs. Costs. And COGs, or costs of goods sold which includes nearly all costs (raw material, labor, shipping, etc.) The 10,000 unit threshold sends most manufacturing jobs to China due mostly to labor costs. Manufacturing goods in China requires developing personal relationships with the managers of the factories. Choose three, negotiate, count in shipping time. Get familiar with this graphic:

I would not want to work in a chinese electronics factory or live on a factory campus. If current trends continue, for better or worse, most manufacturing jobs will be automated.
Wonderful guest speaker. I love 3D software!
Brighthub, Octopart, Maker’s Row, McMaster-Carr.
RFQ, MOQ, COG
9/9/15
Toast source map version 1.0.
9/3/15
How things really get made. Bill of materials. Supply chains. Manufacturing considerations. Regulatory bodies.
Octopart. NYU Materials library.
P.S. Homework supply chain for the production of toast. Download and install Fusion 360.